点击上方「蓝字」关注我们
在机加工的生产过程中,加工品质往往是工厂最关心的话题,为了提高生产合格率,各家工厂都想尽一切办法,但因刀具异常所引发的品质风险依旧困扰很多机加工厂,接下来让我们一起看看,下面这家客户是怎么解决刀具异常的问题。
客户需求
客户为长三角地区生产万向节领域的知名客户,在生产加工过程中,时常出现因刀具异常(刀具断裂、刀具崩刃)造成的品质问题,客户为此采用减少刀具使用寿命和加大人工检查的方式,但依旧治标不治本。
如何找到吉兰丁
曾在2019年的时候,吉兰丁就给这家客户集团做过很多项目,比如


1.Ai品质预测
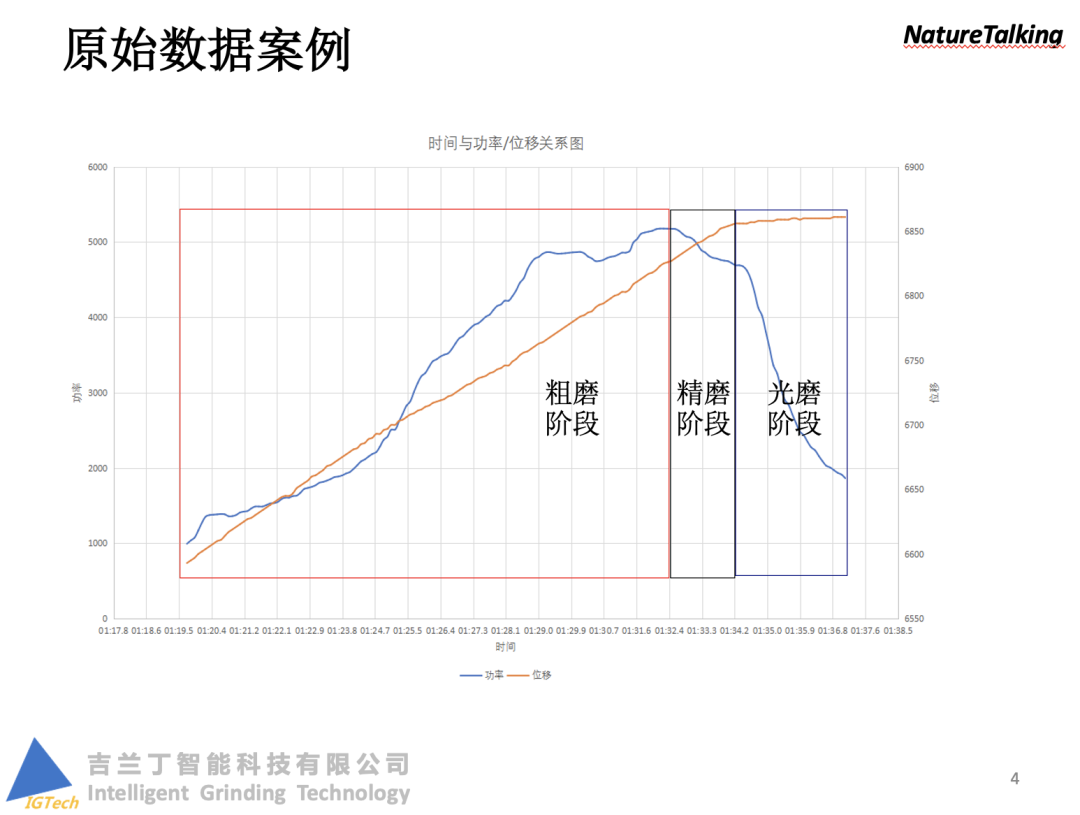
在无心磨机床上,采用“磨削烧伤监控系统”,采集机床主轴负载和进给轴坐标。
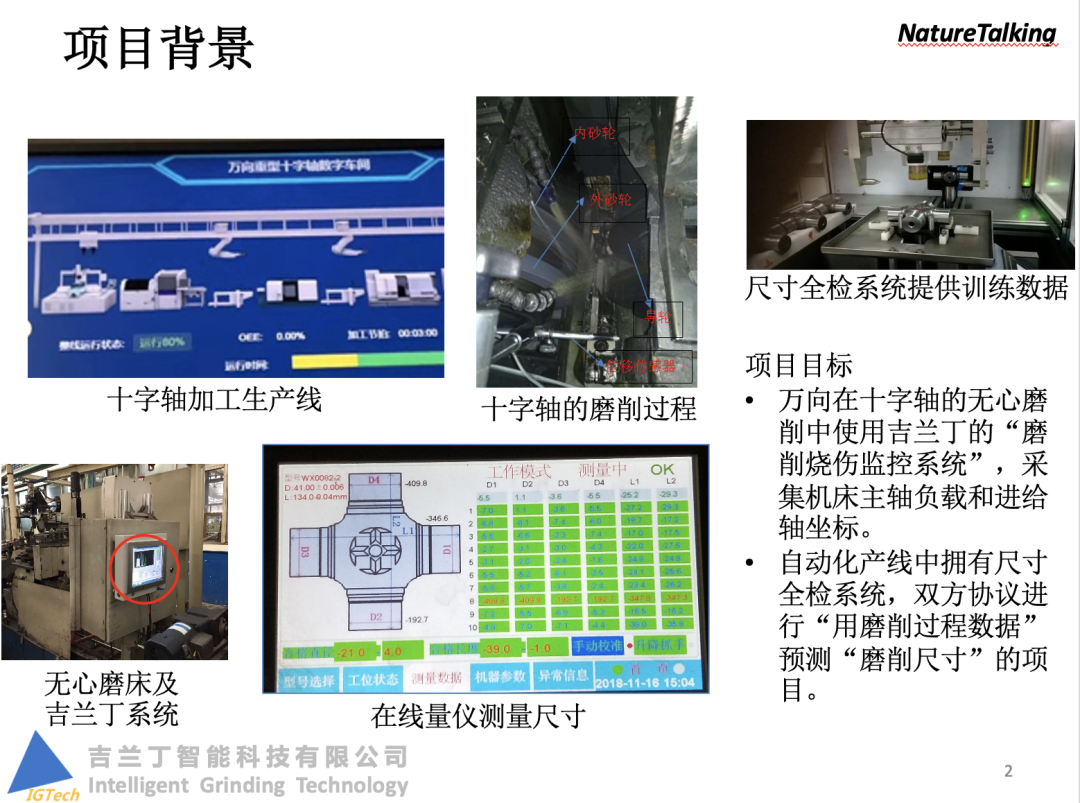
并基于磨削过程的理解,提取相关特征值+Ai算法应用与品质检测结果结合建模
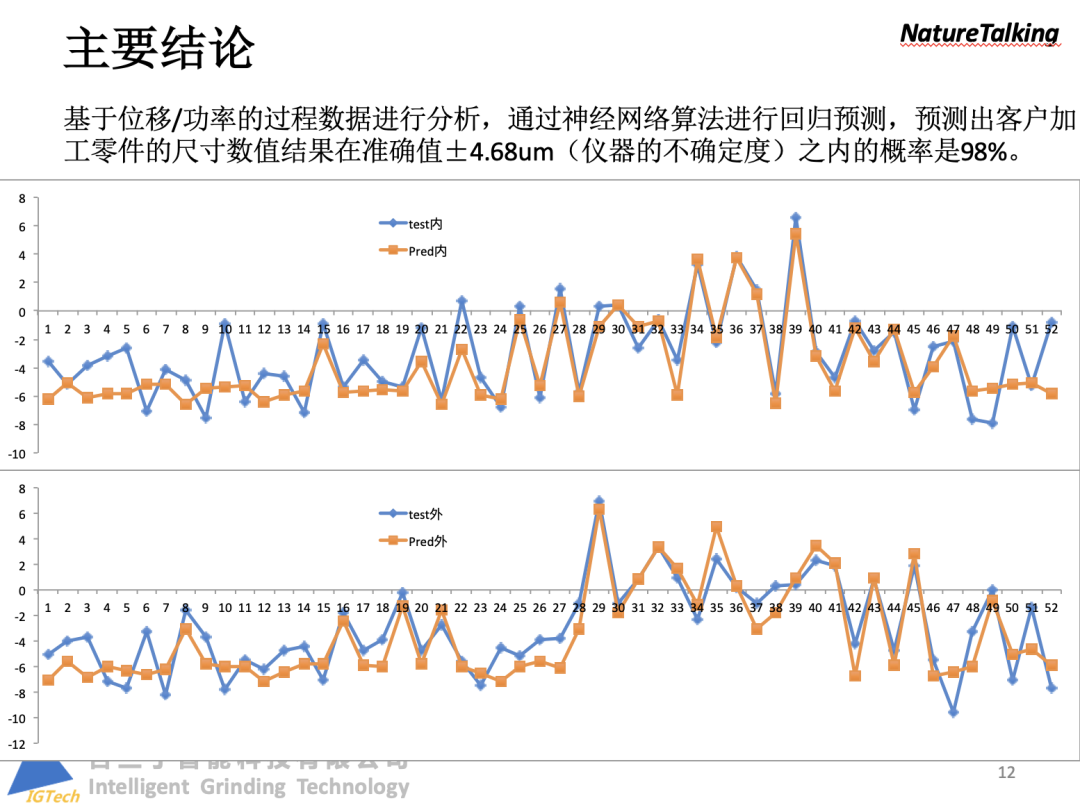
最终得到98%的模型准确性,可替代加工后的最后品质检测环节。
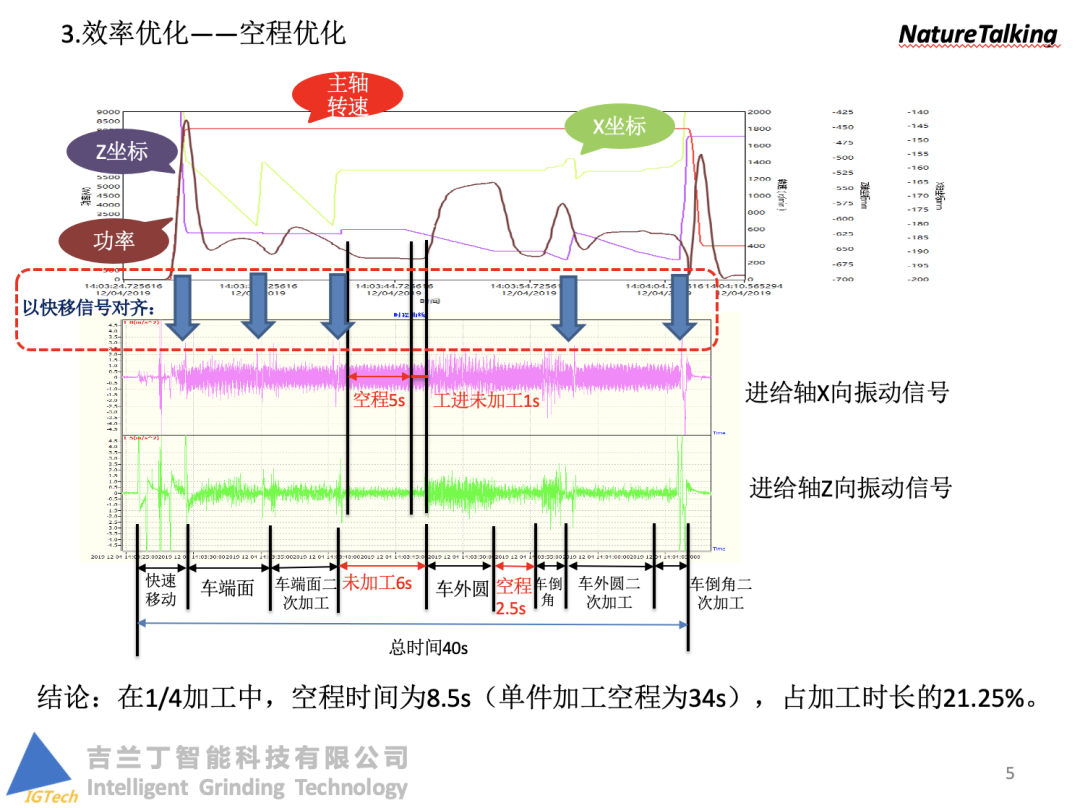
2.加工工艺优化
通过采集机床的振动和机床动作信号,对加工节拍进行分析
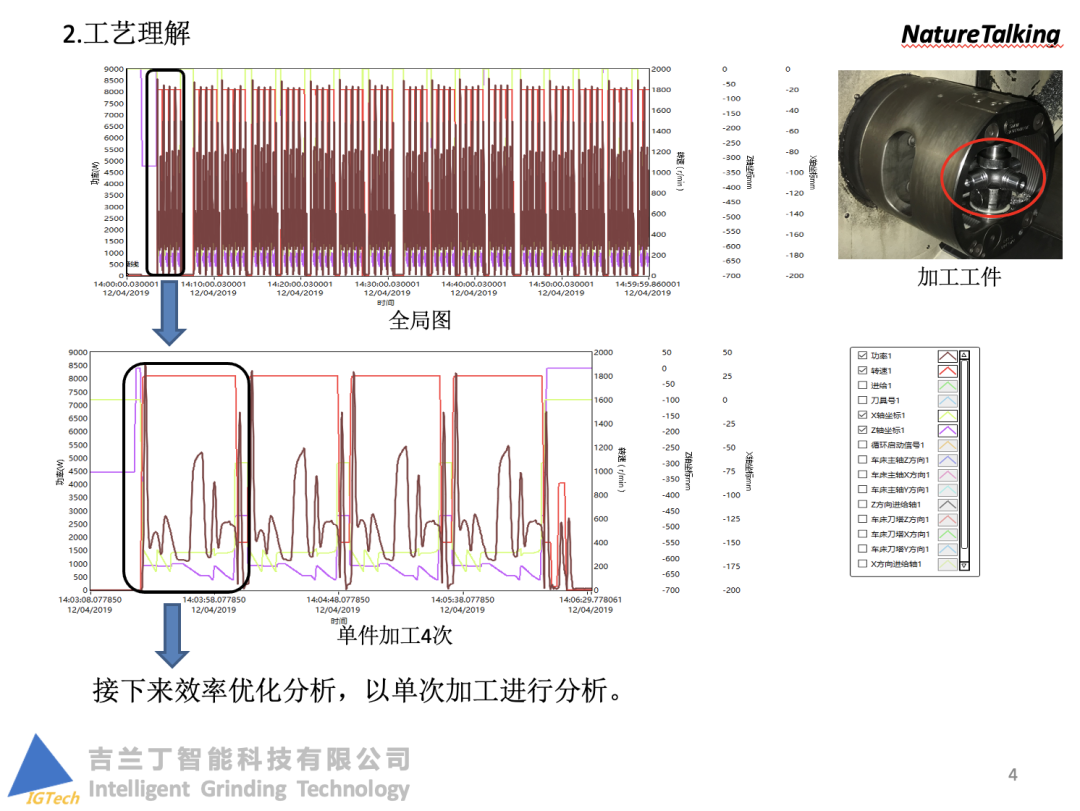
最终发现有很多空程可优化,直接带来21%效率提升点。
所以客户十分认可吉兰丁在机加工领域的技术能力和数据分析能力,于是这次遇到的难题后又找到了我们。
项目背景
话说回来,这次面临的项目背景如下:
机床信息
机床种类:西门子828D
机床类型:单刀架45°倾斜卧式车床
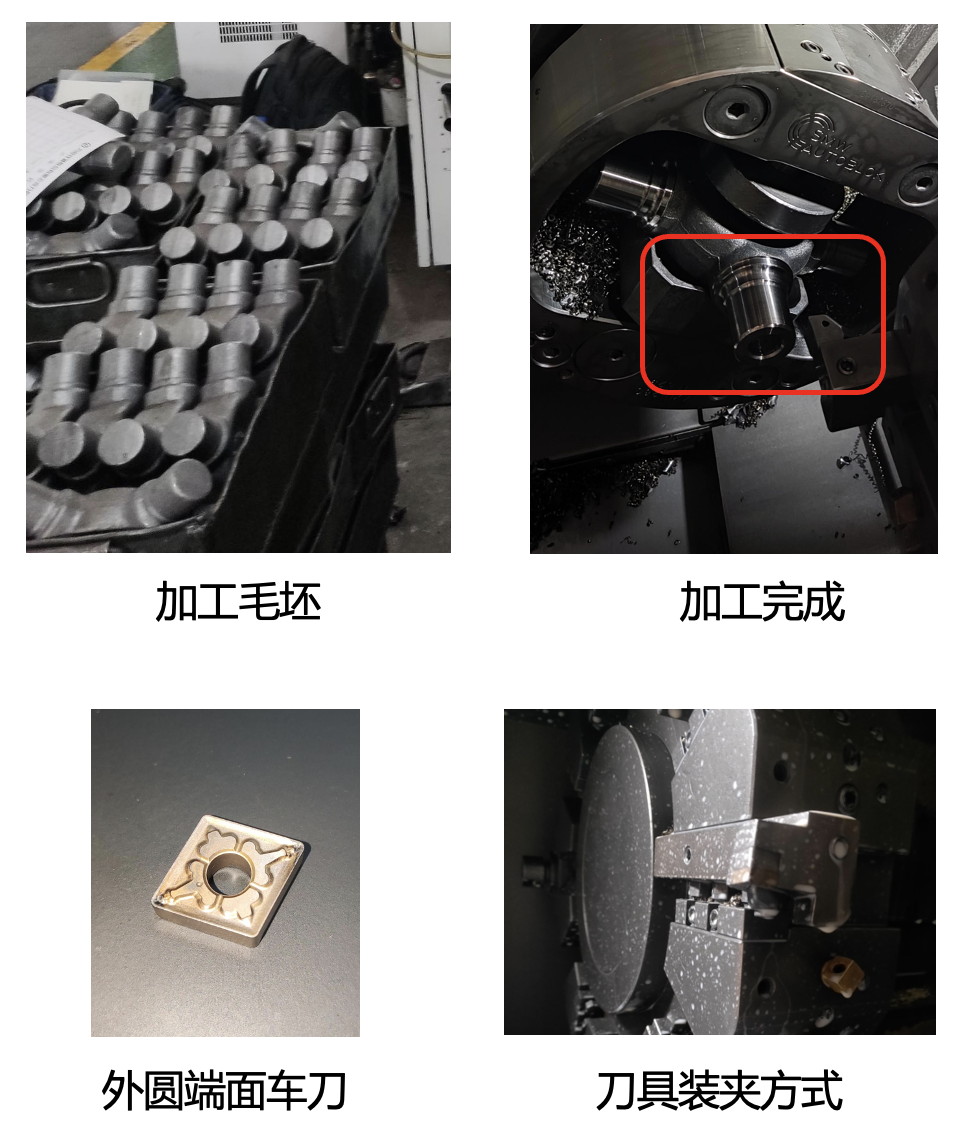
监控刀具:外圆端面车刀
加工材料:铸钢
监控信号:主轴功率,实现断刀/崩刃监控
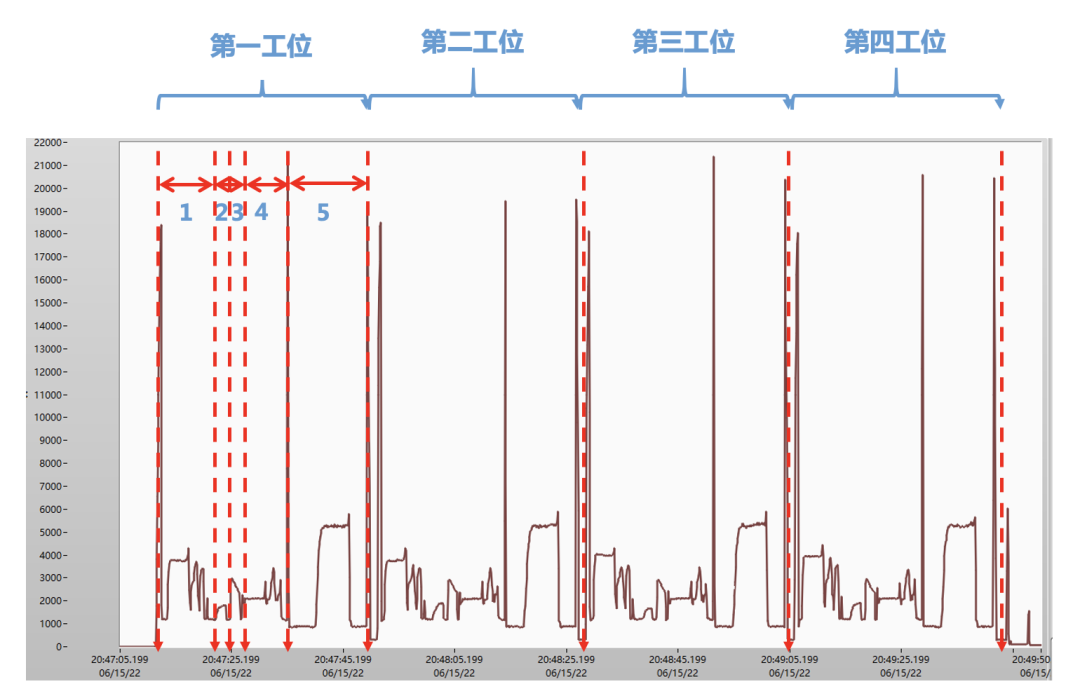
加工工艺简述
在加工万向节时,客户按照以下加工工艺顺序进行重复加工。

对应的加工信号如下
加工原理解释
车削过程
主轴通过夹具装夹住待加工工件并带动其高速旋转,与此同时,车刀沿着待加工工件的径向或者轴向进行相对运动,完成加工过程。
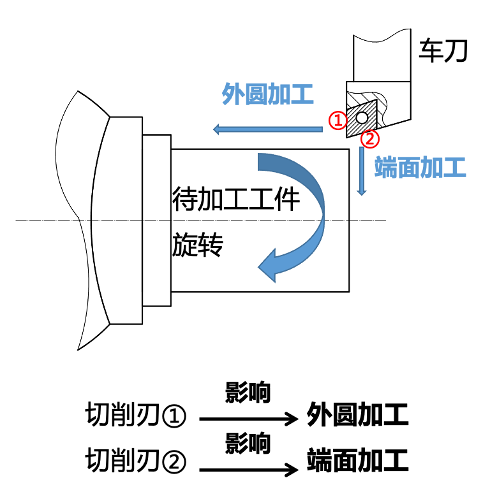
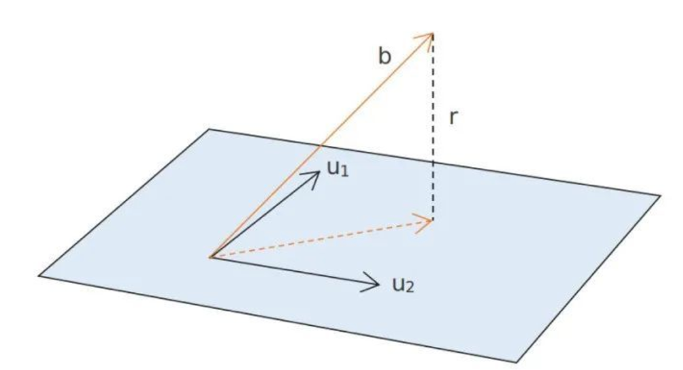
矢量分解
吉兰丁基于车削加工过程的工艺特点,对过程数据(功率负载数据)进行矢量分解提取,精准监控反映刀具异常的刃角加工过程。
Ps:吉兰丁的监控产品不同于其他家用Ai算法实现刀具监控的厂商,而更多的是从机加工原理角度出发,深刻理解机加工的微观过程,并通过特征值提取再加上Ai算法的辅助,从而让监控更加精准和高效,这也是吉兰丁产品的竞争优势。
监控效果
通过前面对加工数据特征的深刻理解,也就为本次案例精准监控创造了前提。

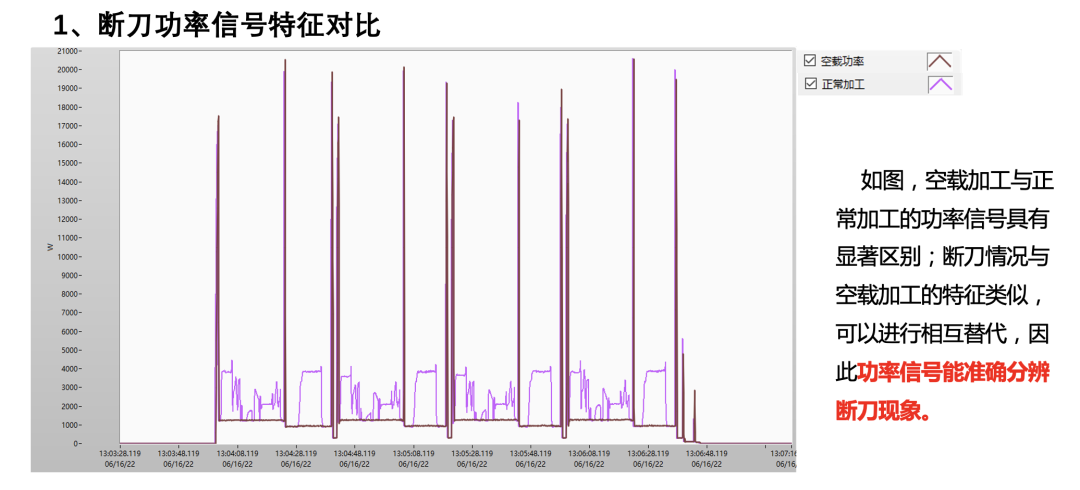
断刀(空跑监控)
紫色正常数据Vs棕色断刀数据
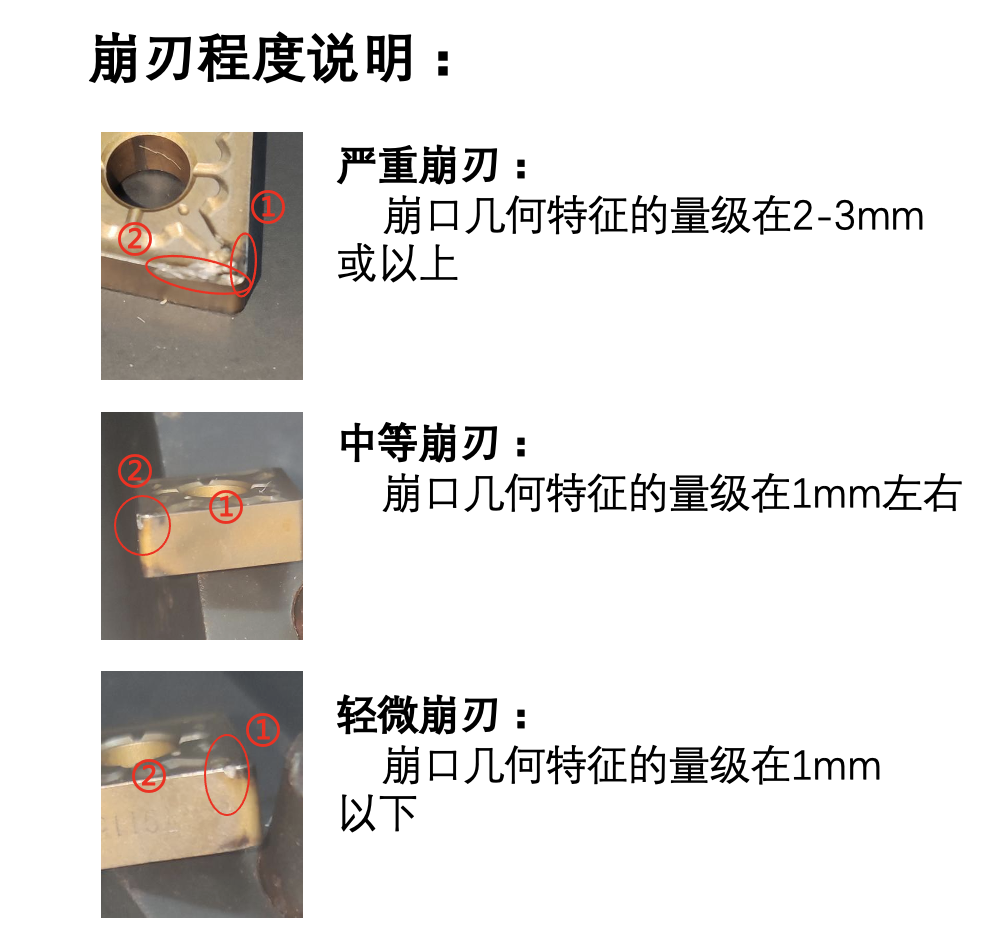
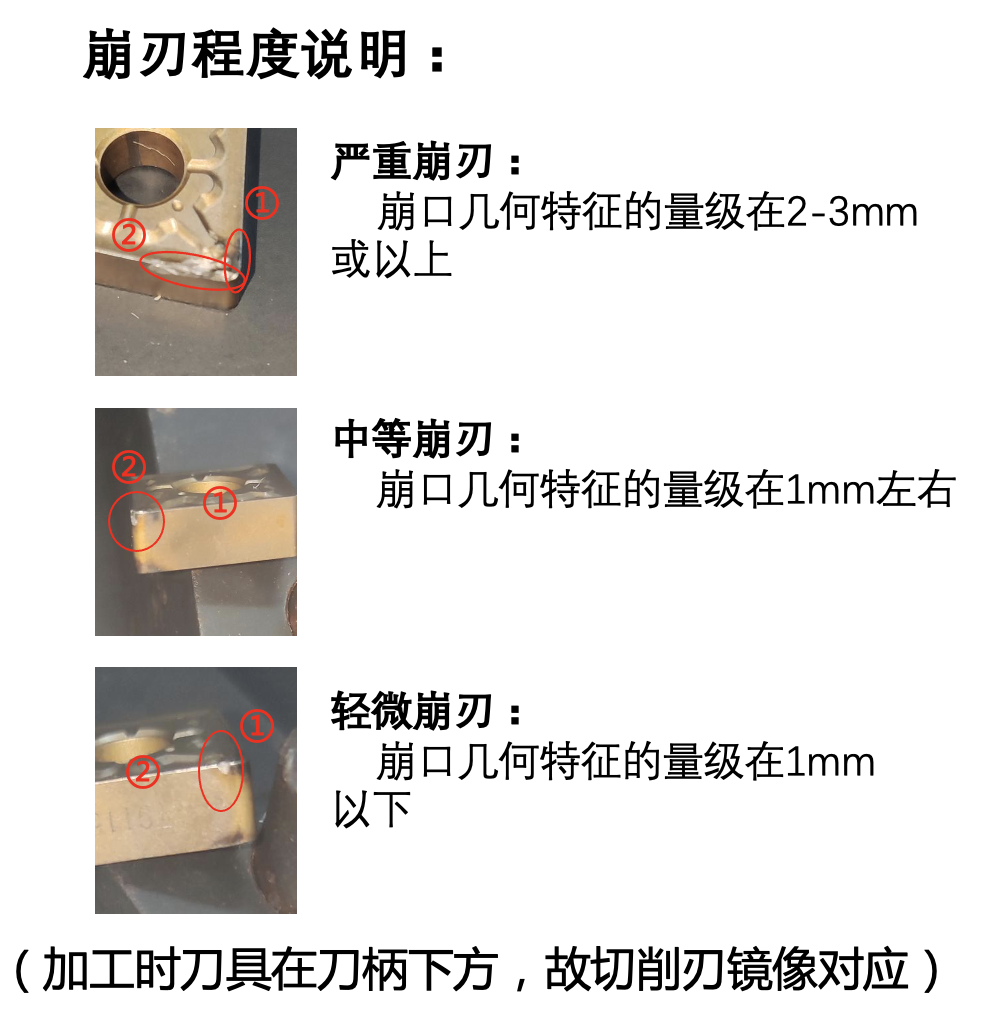
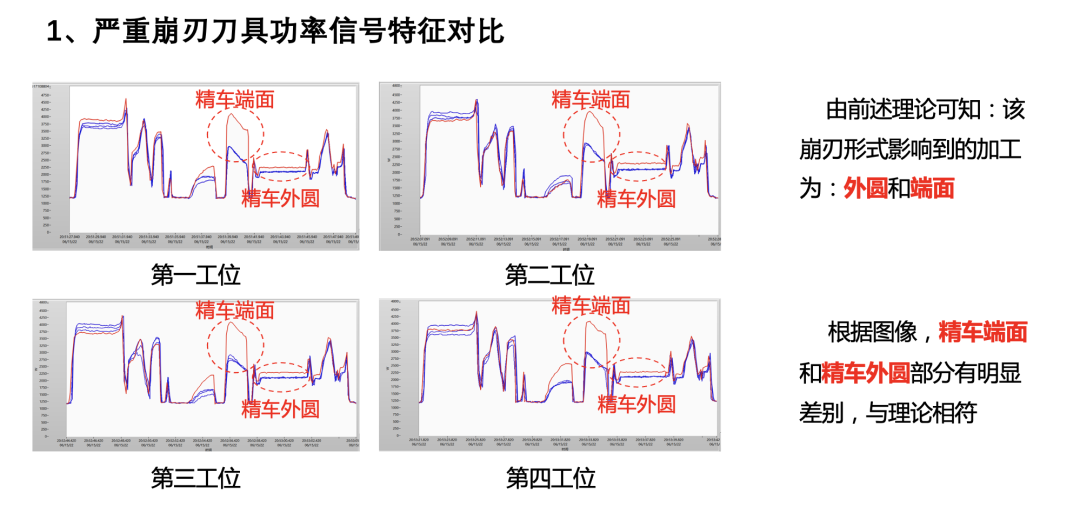
严重崩刃监控
蓝紫色正常数据Vs红色崩刃数据
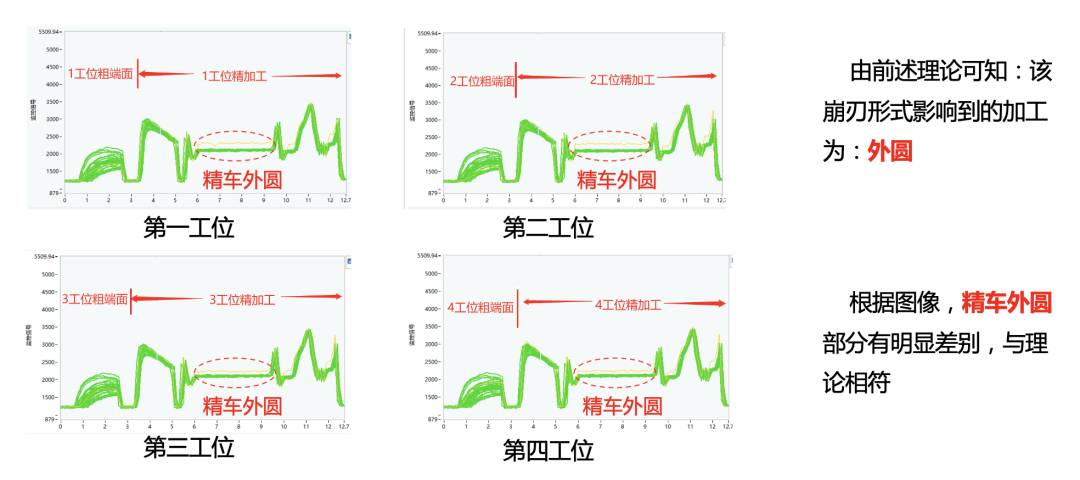
中等崩刃监控
绿色正常数据Vs黄色崩刃数据
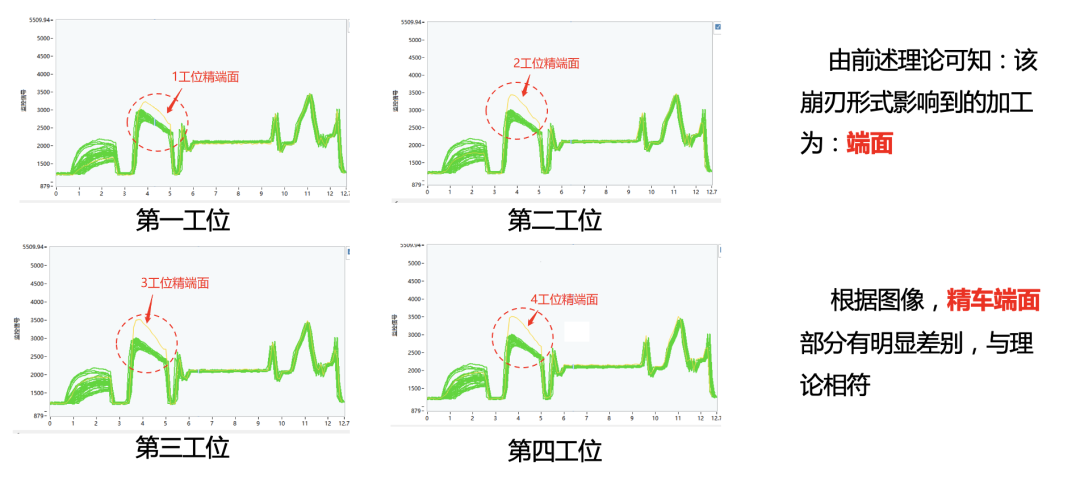
轻微崩刃监控
绿色正常数据Vs黄色崩刃数据
额外收获
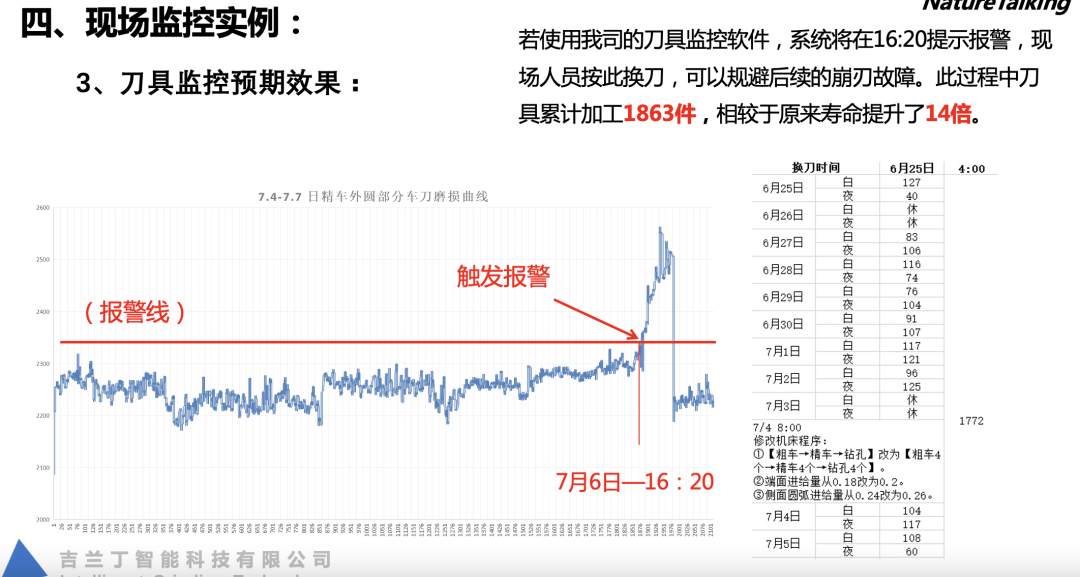
通过多天的数据收集和分析,吉兰丁在实现客户的刀具异常监控功能外,还额外发现了客户的刀具可延寿的价值点。
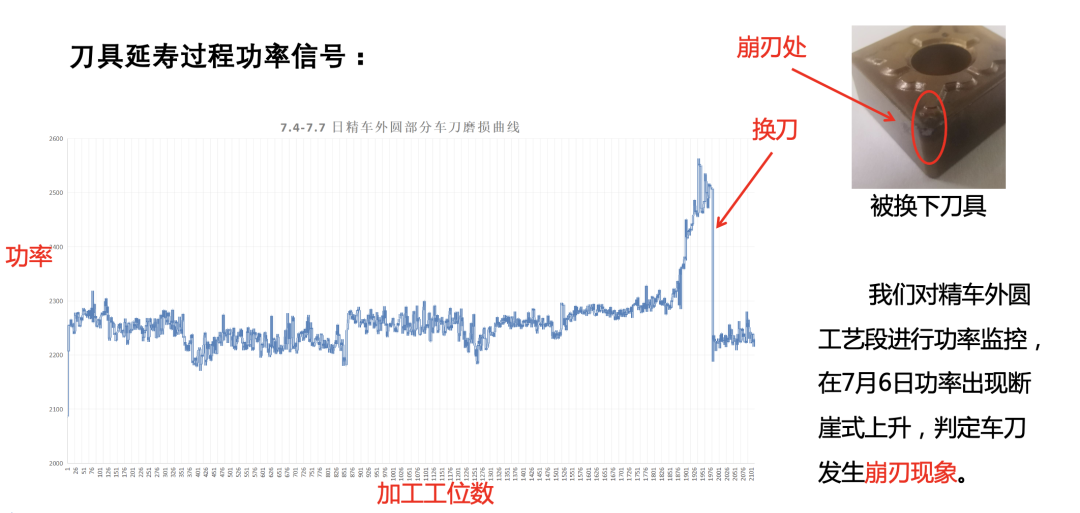
现场人员按此换刀,可以规避后续的崩刃故障。此过程中刀具累计加工1863件,相较于原来寿命提升了14倍。
客户收益
客户在使用吉兰丁的《刀具断裂监控系统》和《刀具磨损监控系统》产品可带来如下价值。
刀具延寿
帮助刀具进行延寿,操作人员根据软件的提示进行换刀即可,这样可以在保证工件质量的前提下,最大限度使用刀具的寿命,最大可到14倍,节约生产成本。
刀具监控
对刀具的异常状态进行监控,当刀具发生轻微崩刃或断刀时,系统也会精准发生报警,及时提醒操作人员进行刀具检查,保证工件的质量。
往期推荐


文章评论